Figure 1 The correct combination of the geometry of the insert and the different grades can increase the life of the tool and reduce the machining cycle.
The latest developments in tool technology are: aluminum machining: face milling; tool steel machining: milling with high feed rates.
Today's machining market needs high efficiency and high economics, and the mold manufacturing industry is not new to this. At present, mold makers are not only facing the difficult situation of economic downturn, but also face fierce global market competition. They need to machine parts for this market, and the machine tools and materials they use to process these parts become more complicated.
With the rapid development of technology, people may ignore the different products offered in the market. While manufacturers of carbide tools are continually changing tool geometries and lifting techniques, there are a variety of tools available to mold manufacturers to meet their application needs. For milling cutters that can process a wide range of materials and suit different applications, they will vary for specific application purposes. The following is an introduction to the trends in tool technology, the different products currently available on the market, their range of applications and their advantages.
Aluminum processing: face milling
In today's mold manufacturing industry, it is very common to see mold manufacturers use aluminum instead of steel to produce their injection molds because aluminum is easier to process and process, and supply turnaround times are faster. And in most cases, injection molded products made with aluminum molds have higher quality. The unique properties of aluminum require only a relatively simple and different processing method compared to die steel.
In terms of the choice of milling cutters and their geometry, how do I know which tools and geometries are suitable for my aluminum machining? What geometry tool should I use? Which grade of insert should I choose? Can these tools achieve a higher service life than the tools currently in use?
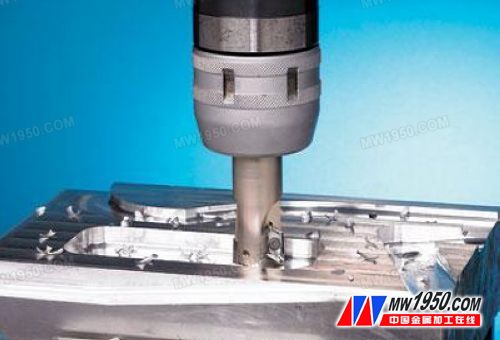
Choose the right geometry. In most areas of aluminum processing, we should generally choose a tool with a sharper geometry that can shear the material, such as a machined edge to machine and cut the material. Tools with a high forward geometry reduce cutting load and adhesion while increasing the life of the insert.

Figure 2 For aluminum processing, it is ideal to use a wear-resistant insert with a sharp edge and polished grinding.
Use the correct insert rating (Figure 1). Regardless of where it is processed, aluminum is prone to adhesion forces, so choosing the right insert grade can result in different tool life and surface roughness. When a coated insert is used, for example a standard CVD or PVD coated insert may form an unnecessary blade deposit. The use of a hard, uncoated mirror-mounted insert extends tool life. Currently, many manufacturers can offer this technology or some similar technology.
However, there are coated inserts specially designed for the processing of non-ferrous materials. DLC (diamond-like) coatings and diamond coatings are two coatings for inserts that extend tool life and improve the finish of the machined surface. Although the cost of this type of coating material is higher, a better surface roughness and longer tool life can be obtained. The DLC coating can increase the tool life by 2 to 4 times, while using diamond coating. The layer can increase the service life of the tool by 5 to 7 times.
When choosing the insert with the best geometry and the best grade (Fig. 2), you can achieve longer tool life, good surface roughness and reduced adhesion to the machined material. . With the right machine and clamping system, you can also maximize the tool's indexing capabilities. With some uncoated cemented carbide tools, even surface speeds of up to 4000 ft/min can be achieved.
| Previous page | 1 | 2 | Next page |
Steel Elbow,Alloy Steel Elbow, Alloy Steel Bend Fittings
Zhongyan Machinery Co., Ltd. , http://www.juhengflanges.com