On the basis of in-depth analysis of the cold extrusion process used for hollow aluminum rivets, a process scheme suitable for cold extrusion of the hollow aluminum rivets on a small punch press was proposed. It is clearly stated that the ejecting process during the cold extrusion of shaft parts should be composed of 3 stages. A three-stage spring, slide plate, wedge type ejector mechanism suitable for use on a small punch bed has been developed.
Keywords: aluminum rivets; cold extrusion process; punch; ejection mechanism
I. Introduction
Hollow aluminum rivets are widely used in blind rivets. In recent years, the market demand for a product has increased dramatically. An inspector in the international market has discovered that a multi-functional blind rivet introduced by Switzerland in recent years is very popular in the international market. The product has high technical content and is difficult to produce, but the profit is extremely high. In addition, domestic products are still not available at present, so the factory commissioned the author to develop this product, formulate cold extrusion process plan, mold design, manufacture, commissioning and trial production. Taking into account the issue of trial production costs, all of the above work is carried out around small presses.
Second, the development of hollow aluminum rivets cold extrusion process plan
Figure 1 shows the measured parts of foreign aluminum rivets. As can be seen from the figure, the hollow aluminum rivet has a complicated shape and a large size than the general hollow aluminum rivet head. In FIG. 1, two planes having a width of 7.5 mm and a height of 2.0 mm are used to clamp aluminum rivets for rotation, and a center φ3 mm hole is used to install the core pulling parts. The part is made of rust-proof aluminum LF5.
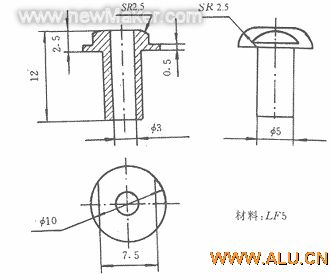
Figure 1 hollow aluminum rivet parts
1. Determination of the type of cold extrusion billet
Because aluminum rivets are standard parts, and for mass production, the manufacturing cost is low, so the cost of raw materials used cannot be too high. On the market, there are few hollow aluminum tubes with small dimensions, so solid aluminum rods are used as raw materials for cold extrusion.
2. Selection of pilot production cold extrusion equipment
The equipment used for cold extrusion is mainly two types of cold heading and mechanical presses.
Cold heading automatons are widely used for mass production of standard parts such as bolts, nuts, rivets, and pins. They have high productivity and low production costs. However, equipment investment is too large to be suitable for small batch production, and the dimensional accuracy of the products It is inferior to the high dimensional accuracy of the products that are cold extruded on the mechanical press. At the same time, the cold heading automaton is not very suitable for reverse extrusion molding with a complex tipping mechanism. Therefore, hollow aluminum rivets with ?3 mm holes are not easily formed.
Mechanical presses, especially small-tonnage mechanical presses, have low manufacturing costs, and the molds used on them are inexpensive and easy to commission. Coupled with the trial production of the product, the market sales are unknown, trial production costs are limited, so decided to use a small mechanical press as a development and development of equipment.
3. Formulation of cold extrusion parts
After a lot of analysis and calculation, the figure of cold extrusion shown in Figure 2 was obtained. The ball socket of the SR3 in the middle of the head of the hollow rivet is completed during the boring head. The SR3 ball socket facilitates the flow of the material in the radial direction when the boring head is in the radial direction, and the performance of filling the cavity of the mold is better than without the ball socket. Therefore, when hollow aluminum rivets are hammered, the center SR3 ball socket should be forged at the same time.
Figure 2 hollow rivet cold extrusion parts
The 1.0mm skin is left in the middle, in order to avoid deformation and deformation of the hard-to-disturb area when the head is worn, resulting in a drastic increase in the cold-squeezing force. After the cold extrusion is completed, this part of the skin can be drilled with a turning hole or stamped and cut off on the punching bed.
4. Formulation of cold extrusion process plan
After a lot of analysis and calculation, the cold extrusion process shown in Figure 3 was obtained. Now a simple analysis and calculation is made for each process.

Fig. 3 Cold extrusion process of hollow aluminum rivets
(a) Cutting (b) Counter-squeezing (c) Shantou
In order to smoothly place the blank into the die hole, the gap between the blank and the die in each process is taken as 0.1 mm. Since the cold extrusion of the part is required after the blanking and back-squeezing and boring are two processes, therefore, the diameter of the blank in the blanking process in Fig. 3 should be taken as 4.8mm, and the outer diameter of the back-extruded blank should be taken as It is 4.9mm. The general aluminum factory does not have an outer diameter of φ4.8 mm. Therefore, an aluminum material with an outer diameter of φ4.8 mm should be obtained on the drawing machine.
Stair chandelier,stair chandelier modern pendants,stair chandelier modern,modern minimalist home villa stairs chandelier
ZHONGSHAN G-LIGHTS LIGHTING CO., LTD. , https://www.glightsled.com