At present, there are only a few machine tool manufacturers in the world (such as OKUMA in Japan, CINCINNATI in the US, etc.), which use their own CNC system. From a technical point of view, the machine tool manufacturer not only directly understands the machine tool. The user's use requirements, but also know the mechanical characteristics of the machine itself and the requirements of the CNC system in the production process (including design, commissioning and management), can solve some of the problems in CNC machining from the perspective of mechatronics, production Better numerical control system and CNC machine tools. However, the demand for CNC systems by a machine tool factory must be limited. The small production volume will inevitably lead to high production costs. Therefore, most machine tool manufacturers still adopt the practice of outsourcing CNC systems.
The basic requirements for the production of goods are to produce products that meet the requirements of users at the lowest cost and highest quality. The production of CNC machine tools is no exception. The depreciation, working hours, management and pre-sales, after-sales service fees and taxes of raw materials, purchased parts, plant and equipment are the basic components of production costs. CNC system is an important part of CNC machine tools. Its price only accounts for a certain proportion of the total cost of machine tool production (large proportion in small CNC machine tools), but its performance and grade are on the function/price ratio of CNC machine tools. The grade plays a decisive role. Therefore, the value-added effect of the numerical control system on CNC machine tools must be taken seriously. In other words, only the selected CNC system has been upgraded to the grade of the CNC machine. The selection of CNC systems is a particular concern for machine tool manufacturers and end users.
First, choose the CNC system from the function/price ratio of CNC machine tools. 1. Select the servo drive components strictly according to the requirements of mechanical design.
The servo drive components are the parts directly related to the machine in the CNC system. Their performance determines the basic control characteristics of the machine axes, spindles and other servo axes. Their price also accounts for the majority of the entire CNC system, so correct, Reasonable choice of reliable (because of the current situation, the servo drive accounted for a large proportion of electrical faults) servo drive components play a decisive role in improving the product's function / price ratio.
(1) Selection of feed servo motor Output torque is an indicator of the load capacity of the feed motor. It can be seen from Fig. 1 that in the continuous operation state, the output torque is reduced as the number of revolutions increases, and the better the performance of the motor, the smaller the reduction value. When configuring the motor for the feed axis, the output torque at the highest cutting speed should be met. Although the cutting is not performed during rapid traverse and the load is small, the starting torque at the highest rapid feed rate should also be considered. Excessive drop in output torque at high speeds also affects the control characteristics of the feed axis.
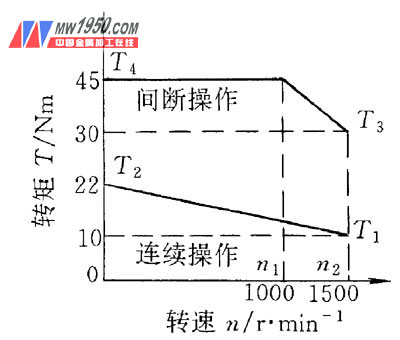
Figure 1 Torque characteristics of the feed motor
(2) Selection of spindle servo motor Output power is an indicator of the load capacity of the spindle motor. It can be seen from Fig. 2 that the rated power of the spindle motor refers to the output power when operating in the constant power zone (rate n1 to n2). When the speed is lower than the basic speed n1, the rated power is not reached. The lower the speed, the more the output power is. small. Figure 2 Power characteristics of the spindle motor In order to meet the power requirements of the spindle at low speed, gearbox shifting is generally used, so that the motor speed at the low speed of the spindle is also above the basic speed n1. At this time, the mechanical structure is complicated and the cost is correspondingly increased. In the CNC machine where the spindle and servo motor are directly connected, there are two ways to increase the power requirement of the spindle at low speed. One is to select a spindle motor with a low basic speed or a spindle motor with a high rated power. The second is to use a special winding-switching spindle servo motor (such as VAC-YMF type spindle motor). The three-phase winding of this motor is connected to a star at low speed and is triangular when it is running at high speed. The low speed power characteristics of the spindle motor reduce the cost of the spindle mechanical components.
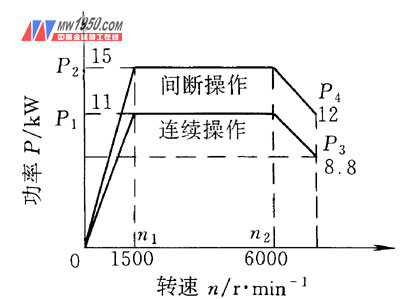
Figure 2 Power characteristics of the spindle motor
(3) Selection of position detection device The mechanical origin is the reference point of all coordinate systems of CNC machine tools. The stability of mechanical origin is an extremely important technical index of CNC machine tools, and it is also the most basic guarantee for machining stability. The establishment of mechanical origin There are two ways:
1 In a numerically controlled machine tool using a relative position encoder, an inductive synchronizer or a grating as a position feedback device, the numerical control system marks the zero mark generated by the position feedback device after the zero return deceleration switch (or mark) of each feed axis. The signal is used as a reference point (zero point). This type of machine must be re-started with the return reference point of each feed axis after each power failure or emergency stop.
2 In the numerical control machine with absolute position encoder as position feedback device, the numerical control system can automatically remember each position of each feed axis. The position of the reference point (zero point) is permanently unchanged and is designed for absolute position coding. Memory memory used by the device. Not only the stability is good, but also it is not necessary to re-do the reference point setting operation of each feed axis after each power failure or emergency stop, which brings great convenience to the operator.
(4) Selection of servo control system The servo control system commonly used in CNC machine tools has the following types:
1 Open-loop control system uses stepper motor as the driving device, no position and speed detecting device, no feedback circuit, simple control circuit and low price, but their load capacity is low, position control precision is poor, mainly used for small economy. CNC machine tools.
2 DC servo system uses DC servo motor as the driving device, which can use pulse encoder, resolver, grating, inductosyn or tachogenerator as position or speed detecting device to form a high precision, high performance semi-closed loop or closed loop control system. The control circuit is relatively simple and the price is low. The main disadvantage is that the DC servo motor has a mechanical reversing device inside, the carbon brush is easy to wear, and the maintenance workload is large. It is easy to spark during operation, which brings great difficulty to the increase of motor speed and power.
3 AC servo system uses AC servo motor as the driving device, which can form a high-precision, high-performance semi-closed loop or closed-loop control system like DC servo motor. Because AC servo motor has brushless structure, it requires almost no maintenance and the volume is relatively small. Small, which is conducive to the improvement of speed and power. DC servo motors have been replaced in a wide range. After the emergence of the all-digital AC servo system using high-speed microprocessor and dedicated digital signal processor (DSP), the original hardware servo control became software servo control, and some advanced algorithms in modern control theory were realized, which greatly improved The performance of the servo system, such as the servo control loop of the OSP-U10/U100 networked CNC system, is a high-performance servo control network. It implements distributed configuration and network connection for each servo device and component that performs autonomous control. Its control ability and communication speed for the machine tool.
2. Choose a cost reduction solution from the two aspects of electromechanism without affecting the function.
The machine tool is composed of two parts, mechanical and electrical. Therefore, when designing the overall solution, the implementation of the machine tool function should be considered from two aspects of electromechanical. The requirements of the CNC machine tool and the functions of the CNC system are very complicated, so it should be more so. The following examples are for your reference:
The automatic stepless speed regulation of the spindle is an essential function of the machining center machine. The automatic orientation stop function of the spindle is an essential function of the automatic tool change. Therefore, the servo motor is used to drive the spindle in the machining center machine, but the spindle rotation speed is not high. Ordinary CNC milling machines, the replacement of the tools are carried out manually. During the machining process, the chances of selecting the same speed for the same tool are rare. The manual shifting at the same time of manual tool change has little effect on the production efficiency. Therefore, the spindle control method of the ordinary three-phase asynchronous motor drive and the mechanical gear shifting is often used, which can significantly reduce the production cost.
If the servo motor is used instead of the stepless speed change of the spindle, although some gears and transmission mechanisms can be omitted, in order to improve the power of the spindle at low speed, a servo motor with a larger power must be used (for example, a 7.5 kW ordinary three-phase asynchronous motor is used. The main shaft, if the servo motor is used to drive the main shaft, the power is increased to 15 kW), which not only increases the production cost, but also increases the energy consumption, and the machine efficiency and function are not significantly improved. So this is an unsatisfactory choice.
3. Select practical optional functions to truly improve the function/price ratio of CNC machine tools <br> In addition to the basic functions, CNC system manufacturers also provide a variety of optional functions for machine tool manufacturers, due to the well-known brands of CNC The basic functions of the system are not much different, so it is very beneficial to improve the function/price ratio of the product by reasonably selecting the optional functions suitable for the machine and giving up the optional functions that are optional or not practical. List a few examples for your reference:
(1) Selection of animation/track display function This function is used to simulate the part machining process and display the cutting path of the real tool on the blank. You can select two different planes in the Cartesian coordinate system, or you can select three-dimensional stereo with different angles of view. It can be displayed in real time while processing, or it can be quickly drawn in the mechanical locking mode. It is an effective tool for checking part processing program, improving programming efficiency and real-time monitoring.
(2) Selection of floppy disk drive This is an excellent tool for data transfer. It can be archived by storing the programmed program in the system into a floppy disk, or it can be used to generate a floppy disk for the program in other computers. The machining program is stored in the NC system, and it can also be used to back up or store various machine data. It brings great convenience to the programmers and operators.
(3) DNC-B communication function selection It is well known that the preparation of part processing programs consisting of non-circular curves or faces is very difficult. The usual method is to subdivide them into tiny three-dimensional lines by means of calculations from general-purpose computers. The processing program consisting of segments is often encountered in the processing of molds up to several hundred kB (4kB is equal to 10m tape length), while the general CNC system provides a program storage capacity of 64-128kB. It brings great difficulties to mold processing.
The NDC-B communication function has two working modes, one of which is to transfer the program in the general-purpose computer to the storage area of ​​the processing program of the numerical control system at one time (if its capacity is large enough), and the second is to use a general-purpose computer. The program in the middle is transferred to the buffer memory of the CNC system one by one, and is transferred while machining until the end of processing. Completely solved the processing problems of large-capacity program parts. Although the use of this feature requires a certain amount of cost, it is indeed a feature/price ratio option.
(4) Rigid tapping function tapping is a common function of CNC machine tools. What method is a problem worth considering. The rigid tapping function must use a servo motor to drive the spindle, which not only requires adding a position sensor to the spindle. Moreover, there are strict requirements on the clearance and inertia of the spindle drive mechanism. The electrical design and adjustment also have a certain amount of work, so the cost of this function cannot be ignored. If the user can perform flexible tapping by using the elastic telescopic chuck, or the speed of the machine itself is not high, it is not necessary to use the rigid tapping function.
(5) Tool life management function Whether to use the tool life management function in the machining center, the batch size of the machined parts, the consistency of the tool and the blank quality, and the capacity of the tool magazine must be considered. Otherwise, not only many human errors will be caused. It affects the normal operation of the production, and the position of the spare tool will also greatly reduce the effective position of the tool magazine. On the contrary, some complex parts cannot be processed due to insufficient tool position.
The above-mentioned problems are often encountered in the functional configuration of CNC machine tools. As a CNC machine tool design and sales personnel must clearly understand the various functional uses of the CNC system, according to the actual situation of the machine tool, the user configuration is economical and reasonable. CNC machine tools with high function/price ratio.
Second, according to the requirements of industrial production to configure the CNC system
Function, quality and price are the basic factors for measuring the value of goods. The price is relative to function and quality, and industrialization is the only way to improve the function and quality of products and reduce production costs. In the current fierce market competition, many machine tool manufacturers have adopted what data system users want, we have a CNC system policy, sometimes a machine tool is equipped with four or five different CNC systems, a machine tool factory. It is not uncommon to use seven or eight CNC systems. The variety of CNC systems selected will not only bring great difficulties to mass production, but also diversify the human, financial and material resources of new product development. Affect the long-term interests of enterprises.
In fact, the working principle of different brands of CNC systems is basically the same. The final user interface (operation and programming method) using CNC machine tools is basically the same (according to the corresponding international standards), no matter which kind of formal CNC system. After a certain training, it is easy to be accepted by the end user. The most important thing for the user is the quality, service and price of the product, but for the machine tool manufacturer, mass production reduces the production cost and improves the product quality. And the most effective way of production efficiency, so the type of CNC system used must be reduced as much as possible for the following reasons:
(1) From the point of view of ordering purchased parts, the larger the batch size and the lower the price, the price law of the market. The volume purchase discount of the CNC system is also considerable, which is also the price of the foreign machine tool manufacturer purchasing the CNC system is much lower. One of the main reasons for the purchase price of domestic machine tool manufacturers.
(2) From the perspective of product design, the reduction of the type of numerical control system is conducive to the modularization of the electrical design of CNC machine tools, especially the modularization of PLC programming, thereby improving the level of product design and shortening the cycle of electrical design of CNC machine tools. To improve the agility of new product development.
(3) From the perspective of production management, the reduction of the types of numerical control systems can standardize electrical wiring and commissioning, shorten the production cycle, and improve production efficiency.
(4) In terms of after-sales service, the reduction of the types of CNC systems can reduce the types and quantities of maintenance spare parts and reduce the cost of after-sales services. Reduce the pressure on user training and improve the quality of user training.
Therefore, starting from the requirements of industrial production, we must minimize the types of CNC systems. As a salesperson of CNC machine tools, we should actively guide users to choose the leading CNC system of our factory to promote the factory from the overall and long-term benefits. CNC products.
Aluminum Led Bathroom Light,Led Wall Lights,Classic Mirror Light In Bathroom,Led Mirror Light On The Top Of Mirror
NINGBO EASTKEY ILLUMINATE APPLIANCE CO.,LTD , https://www.eastkeylighting.com