Cross-hole machining has always been a difficult problem in milling and drilling. Due to the appearance of the intersecting holes, the drill bit is prone to bending or knifeing when machining the second hole. A new product part of our factory is a 25mm×25mm×20mm square with two 12mm cross-shaped through holes on the side with a side length of 25mm×20mm. The structure is shown in Figure 1.
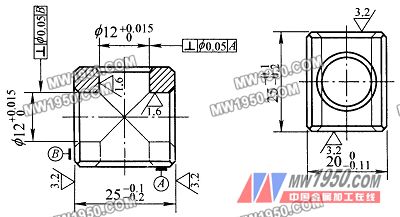
figure 1
Generally, we will consider drilling or milling for the processing of holes, which is convenient and quick to process. But the difficulty here is the processing of the two crossed holes, especially the second hole. Under the premise of having a through hole, reworking the second hole requires the knife to have good rigidity for positioning. Otherwise, the second hole may be deflected, and the tool may be broken more seriously; in addition, the center line of the two holes To maintain the same plane, as well as the verticality requirements, it is difficult to achieve the general clamping on the drilling and milling machine. After several rounds of discussion, it was finally determined that the machine was machined, the workpiece was rotated and the tool was not moved, thus ensuring the rigidity of the tool and designing a special tooling, thereby solving the above problems better.
After discussion, the final decision was made on the C616 lathe, and the design tooling is shown in Figures 2 and 3.
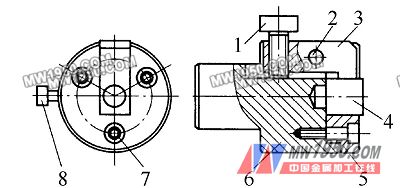
Figure 2 Tooling assembly drawing
1. Pressing plate tightening bolt 2. Pin 3. Pressing plate 4. Workpiece 5. Positioning plate 6. Tooling body 7. Connecting bolt 8. Compression bolt
The tool presses the workpiece by the pressing plate 3 and the pressing bolt 8 to position the two sides of the positioning plate 5. The three-claw self-centering chuck is used to clamp the working body 6 during processing, and the workpiece is placed in the middle of the positioning plate 5. Hole, tighten the two compression bolts 1 and 8. When processing the first hole, pay attention to the fact that after the workpiece is hooked with the wire, the two 25mm×25mm faces of the workpiece must be kept interchangeable when the workpiece is clamped again, because the workpiece positioning surface is the first 25mm×25mm face. The face-to-face will have different faces of the intersecting holes that are machined twice due to different machining standards.
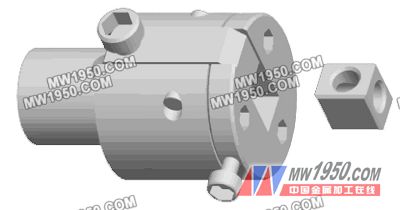
Figure 3 3D illustration of tooling
Summary: This artifact seems simple, but through the transformation of thinking, the cross-hole machining problem is solved by drilling and milling into machining. Therefore, in machining, we need to change our thinking and consider a variety of processing methods to determine the best solution to the problem.
Our Wheel Bearing is good in quality and competitive in price. We are manufacturer and supplier of Wheel Bearing following your specific requirement. We are looking forward to your E-mail and establishing cooperative relationship with you! We would provide professional Wheel Bearing with good services for you!
Wheel Bearing, Wheel Hub Bearing, Auto Wheel Bearing, Automotive Wheel Bearing
NINGBO BORINE MACHINERY CO.,LTD , https://www.borine-agroparts.com