The information software and hardware have not improved. The interface that can use CF has been added to the FANUC control system, but many people do not know its convenience. In order to achieve the purpose of transferring programs between the machines, the old RS232 is used. The interface is relatively poor in mobility and transmission rate.
Through this interface, the data downloaded by the FANUC controller can be quickly copied, modified or backed up on a personal computer, or the parameter adjustment control of the machine can be performed through other different adapter cards, so that the arc processing texture is more uniform. Smooth.
0I controller interface card location
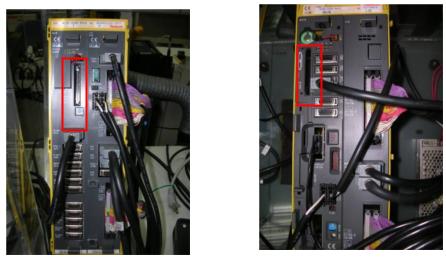
Figure 1 0I-TA Figure 2 0I-TB
1. 0I-TA system
The ATA card slot (shown in Figure 1) on the controller inside the electrical box is used for system data transfer and cannot be used for program transfer.
2. 0I-TB system
The ATA card slot on the controller in the electrical box (Figure 2) can be used for system transmission and program transmission. It needs to use ATA card to CF interface. CF card is recommended to use 256MB or less.

Figure 3 adapter card Figure 4 0I-TC
3. 0I-TC system
The ATA card slot on the left side of the screen (Figure 4) can be used for system transfer and program transfer. It needs to use ATA card to CF interface. CF card is recommended to use 1GB or less.
Transmission interface card type
Generally, the CF card cannot be directly used in the slot of the machine. You must use the "ATA card to CF card". It must be formatted on the CNC machine before use (FORMAT). As the personal computer continues to improve, various interfaces and software are continuously updated. While the industrial computer hardware interface has increased many work functions or interfaces with the development of personal computers, there are not many software developments, so there will be compatibility problems.
Transmission setting method
The general transmission settings have a set of RS232C interfaces and a set of ATA card transmission interfaces. RS232C interface is vulnerable to external interference or poor grounding (including personal computer). RS232C interface is difficult to transmit data due to transmission line signal loss. The transmission rate is recommended to be 4800bps (please refer to the fine machine operation manual). ), to avoid collision due to machining position error when the transmission program is missed.
When using a CF card, insert the interface into the slot through the ATA conversion card (as shown in Figure 3). Because it prevents the adapter card from being inserted into the wrong design in the forward and reverse directions, it should be confirmed whether it can be smoothly accessed during insertion, otherwise it will cause transmission. The interface pins are damaged. The CNC lathe transmission setting can be set to 4 by setting the I/O channel to the SETING page.
Processing technology application - CNC lathe tapping
The early CNC lathe tapping processing method is processed by G32 command and elastic collet method. The precision of the processed screw can not be effectively controlled, and the processing time will be longer. Due to the relationship between function application and development speed, when the FANUC controller is improved After the 0I-TC system, the G84 command tapping mode has been widely used in CNC lathe machines. When used with the M29 command, it can be used as a rigid tapping mode. The following are three different examples of tapping mode programs.
Next page
Temperature And Humidity data logger
Lcd Temperature Data Logger,Wireless Temperature Data Logger,Usb Temperature Data Logger,Temperature And Humidity Data Logger
Chengdu Augus Science Technology Co., Ltd. , https://www.vluckyaugus.com