1. Valve structure and performance requirements
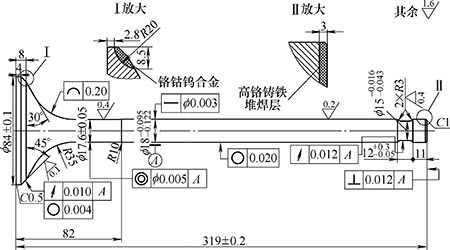
The valve in the gas distribution mechanism of the diesel locomotive diesel engine is used to control the opening and closing of the intake and exhaust passages, and is one of the important parts to ensure the reliability and durability of the diesel engine working performance. The shape and size of the valve are such that the resistance to gas flow is minimized, and the airtightness of the combustion chamber can be ensured under any circumstances when closed. Valve parts are shown in Figure 1. Requirements: 1 nitriding treatment, hardness 900 ~ 950HV. 2 The length of the small end of the valve stem is 3~5mm, and the hardness is not less than 48HRC. 3 linear size without tolerances according to GB/T 1804-f. 4 Unfilled position tolerance according to GB/T 1184-H.
Figure 1 valve
The working conditions of the valve are very bad. At work, the bottom surface of the valve disc directly in contact with the high-temperature gas is often subjected to periodic high-speed flushing of high-temperature gas, and the heat transfer conditions of the valve are poor. It is subjected to a high heat load and makes the valve disc The mechanical strength is reduced. In addition, it is also subjected to impact mechanical loads and gas corrosion. In order to ensure the reliability of the valve operation, special requirements are imposed on the valve material, process and structural shape.
In the study of the influence of surface processing methods and quality on the valve thermal stability of the valve train, austenitic heat-resistant steel 4Cr10Ni14W2Mo material was selected for research.
   2. Valve failure type and cause analysis
The valve works in a high-temperature impact environment, and the working environment is harsh. The working temperature of the intake valve is usually 200-450oC, the working temperature of the exhaust valve is usually 600-800oC, and the exhaust valve temperature even reaches 850-900oC. Although the medium quality, mechanical processing quality and dynamic characteristics of the motion can cause early valve failure, a large number of studies have shown that under normal conditions, the main parameters affecting valve failure are working temperature, working medium, material impact resistance, Wear resistance and number of impacts. Parts that may normally fail appear on the face of the disk, the stem and the end of the rod. The common failure modes and causes of valves are as follows.
(1) Breakage of the lock clip groove: 1 The quenching length of the small end of the valve exceeds the lock clip groove, causing excessive stress here. 2 Pistons collide with the valve. 3 If the inner rib of the lock clip does not match the valve lock groove type, it will bite the lock clip groove. 4 The rocker arm is in contact with the valve incorrectly, and the valve stem will be subjected to lateral thrust.
(2) Bending or breaking of the rod: 1 The lock clip falls off and the valve falls into the cylinder. 2 The hardness of the valve is low or the clamping is unreasonable. 3 The valve has low impact toughness and poor thermal fatigue strength.
(3) Cone surface burning (or defect) and air leakage: 1 high temperature gas escapes from the tight contact between the valve cone surface and the seat ring, the valve seat wears, etc., causing partial ablation of the valve cone surface, or with materials High temperature performance is related. 2 The carbon deposits and the poor seating may cause the solid particles in the exhaust gas, abnormal chemical corrosive substances and high temperature to cause etch pits on the valve cone surface. Valve swing measures can be used to avoid this. 3 The cooling effect is poor, and the valve seat is deformed by heat, causing local heating.
(4) The valve head is long and broken: the high temperature strength of the valve is insufficient. Measures to improve valve material, water cooling around the valve seat and valve can be used. The valve head breaks as shown in Figure 2.
Figure 2 Valve head break
(5) Valve burnout: There are many causes of valve burnout, which may be due to deformation of the valve seat or accumulation of deposits, or may be due to cracks, temperature stress, improper valve clearance, insufficient spring force of the valve spring or spring breakage. The valve stem is severely worn and the like.
(6) Valve rupture: valve rupture may be due to excessive bending stress caused by valve seat deformation, high impact stress due to defects in the dynamics of the valve train, excessive thermal stress, or may be due to piston interference. Caused by other reasons.
(7) Other failure modes: including spring breakage, valve seat shedding, belt breakage or tooth loss, valve guide breakage, and valve phase turbulence.
   3. Analysis of the influence of surface processing methods on valve thermal stability
The working condition of the valve is bad, usually accompanied by high temperature, high pressure and corrosive gas environment. It is subjected to high-strength impact tension and thermal stress during the working process. The destruction of the valve generally starts from the surface, which indicates that the choice of the surface processing method and the control of the surface quality are essential. Different valve processing methods have different effects on the thermal effect of the valve. The main surface processing methods include turning, grinding, rolling and shot blasting.
The machining surface roughness value of the valve stem is required to reach Ra=0.2μm. For such precision requirements, the finishing, finishing, polishing and rolling processing methods can be achieved, but different machining methods are used to machine the parts. The degree of influence of the thermal effect in the working process is different. The valve with the same surface roughness value will not make a significant difference in the effect of thermal effect under normal working temperature, but when the operating temperature of the valve exceeds the normal working temperature, As the temperature rises, the thermal stress is continually strengthened. Under the impact of thermal stress and mechanical stress, the deformation failure of the valve will begin to show clearly. The failure rate of the valve stem produced by turning processing Clearly, the failure rate of the valve stem is much faster than that of grinding, polishing and rolling, which causes the valve stem to fail prematurely and break, which affects the safe operation of the diesel engine. Although the use of the valve stem portion after polishing is longer than the use of the valve stem portion after grinding, the difficulty of this processing method is increased. Considering the convenience of processing and other factors, the processing of the valve stem is generally carried out after grinding and then rolled to meet the requirements of the parts to ensure the normal operation of the valve. Rolling processing not only enables the valve to achieve the required surface roughness requirements, but also significantly increases the wear resistance of the valve, improves the valve production efficiency and service life, and reduces the failure of the valve during operation.
For the taper surface roughness value of the valve, the requirement is Ra=0.2μm. Such precision requirements can also be achieved by various processing methods such as grinding, fine car and polishing, but the taper surface is generally rolled. The processing is carried out, and the production efficiency is also improved under the premise of ensuring the processing precision. Although the valve taper surface can meet the requirements by grinding, the grinding method usually adopts the transverse cutting method of the grinding wheel instead of the longitudinal displacement method, and the valve material is austenitic heat-resistant steel, and the toughness of the metal is good, the grinding wheel It is easy to block, which increases the difficulty of grinding and affects production efficiency. Although the precision turning valve taper surface meets the processing requirements, in the process of machining, due to the influence of cutting heat, more waste is generated, and the turning valve is easy to work under the action of working temperature and strong impact force. It quickly fails and affects its service life.
   4. Influence of surface quality on valve fatigue strength
Surface quality refers to the surface state of the part after processing, which is an important aspect to measure the quality of machining. The surface of the machined part is not an ideal smooth surface, but there are surface defects such as waviness, cold work hardening and cracking. Although it is only a very thin layer, it has a great influence on the wear performance of the parts such as wear resistance, fatigue strength, fit properties and corrosion resistance, resulting in early failure of the parts. Surface quality includes the following aspects.
(1) The geometry of the surface. 1 Surface roughness: refers to the micro geometry error of the surface of the part. 2 Surface waviness: refers to the periodic geometric error of the surface of the part.
(2) Physical and mechanical properties of the surface layer. 1 cold work hardening: the increase in hardness of the surface metal due to plastic deformation during processing. 2 Residual stress: The internal stress generated by the surface metal due to plastic deformation during processing and possible changes in metallographic structure. 3 Surface metallographic changes: metallographic changes in the surface metal due to heat of cutting.
The valve is the gateway to the open, closed, and exhaust channels, and is subject to high thermal and mechanical loads. At high temperatures, the valve generates thermal stress and thermal deformation, while its strength, wear resistance and corrosion resistance are reduced. It will cause valve failure for a long time and the diesel engine will not work properly. Different precision surface qualities have different effects on valve failure.
For the machining surface roughness value of the valve stem, Ra=0.2μm, such machining precision can ensure the normal operation of the valve and reduce the accident rate. If the surface roughness value of the rod portion is processed to Ra = 0.1 μm or Ra = 0.25 μm, the effect on the valve working process is also greatly different. If the valve stem is ground or polished, when the surface roughness reaches Ra=0.1μm, the valve will produce better results during the working process, and the friction and wear in the up and down movement will be reduced, which will prolong the valve operation. Life, but to achieve such surface roughness, the processing difficulty is increased, increasing the manufacturing cost. In order to process the surface roughness value of the valve stem to Ra=0.25μm, although the processing becomes simple, the production efficiency is improved, and the work can be performed normally, but during the work, the working temperature increases. The friction and wear are intensified, and the wear resistance of the valve is greatly reduced, which causes the valve to quickly fail due to the influence of thermal stress and impact stress. Therefore, it is appropriate to ensure that the surface roughness of the valve stem portion reaches Ra=0.2 μm, so that not only the processing process is not too difficult, but also the valve can be effectively operated, and the influence on the thermal stability is small.
In the valve processing process, not only the dimensional accuracy must be ensured, but also the positional accuracy of the valve should be within a reasonable range. The verticality of the valve stem end face relative to the axis of the valve stem is required to be 0.012 mm, which ensures that the valve and the surfaces in contact with each other can be in good contact during operation, reducing friction and wear during operation. If the verticality is guaranteed to be within 0.02 mm, it is relatively easy, and it is convenient for processing, which reduces the labor and improves the production efficiency, but this causes the verticality of the axis and the end surface of the valve stem portion to be insufficient, and the bending phenomenon is serious. During the working process, the friction and wear process is intensified, and the valve is bent, which causes the work to not proceed smoothly, and shakes left and right. With the increase of mechanical stress and thermal stress, the valve stem breaks easily and the thermal stability is greatly affected. The work process is unstable. If the verticality of the end face of the valve stem and the axis of the rod is guaranteed to be in the range of 0.008 mm, good effects can be produced during the work, the wear resistance is increased, the friction and wear during operation are reduced, and the valve is normally effective. Work on the ground to prolong the service life of the valve, but such high verticality requirements are generally difficult to achieve, which brings difficulties to the processing. Considering all aspects, the verticality of the valve stem end face relative to the valve stem axis is 0.012mm, which is enough to ensure the normal operation of the valve.
The surface residual stress generated during the valve processing and the change of the valve metallurgical structure will also affect the stability of the valve, causing the valve to deform and seriously affect the valve performance. If micro-cracks appear during the processing of the valve surface, the crack may gradually expand under the action of tensile stress, eventually leading to valve failure.
   5 Conclusion
Through the analysis and research of the working environment and use process of the valve, the main cause of the failure is found out. Different processing methods have different effects on the thermal effects of the valves, and the degree of failure is different. In order to ensure the surface quality with different precision, the processing difficulty is different, and the effect on the thermal stability is different. Therefore, a reasonable processing method should be selected in the valve processing process, taking into account the production efficiency and manufacturing cost, and ensuring the valve surface. Machining accuracy, improved from these aspects, can produce valves with excellent performance, safety and reliability, and long service life.
references:
[1] Liu Shouyong. Material Surface Strengthening Technology [M]. Beijing: Chemical Industry Press, 2005.
[2] Chen Hongwei. Handbook of Practical Machining Process [M]. Beijing: Mechanical Industry Press, 2003.
[3] Qishuyan Locomotive & Rolling Stock Works. 16V280 Diesel Engine [M]. Beijing: China Railway Publishing House, 1996.
[4] Qi Xiangfeng. Geometric Precision Control Technology [M]. Beijing: China Railway Publishing House, 2008.
[5] Li Wencheng. Failure Analysis of Mechanical Equipment [M]. Beijing: Metallurgical Industry Press, 2008.
LED Grow Strip Light
The Super Bright LED Grow Light features LED technology that has an optimised light spectrum for plants. Ideal LED Grow light suitable for all stages of plant growth,especially the vegetative and flowering stage. LED Grow Light can be used as a primary lighting or as a supplemental lighting source or supplemental lighting in dark areas in an indoor grow room environment. LED Grow strip light comes in 24VDC and produces very little added heat, reducing the cost of cooling. This saves energy over standard HPS lighting solutions and reduces cost of operations in indoor grow operations.
With conventional indoor lighting such as Metal Halide, compact fluorescent and LED, the rigid light fixture is on the top of the plant projecting the lighting down onto the plant with great light loss and light efficiency at the side and bottom of the plant. However with the LED Grow Strip light can shape around a plant to deliver lighting in all areas with the optional Bendable Aluminium Channel and Liner adjustable Channel system. The strip can be cut at marked intervals and shaped to create different grow structures for side lighting plant material. This delivers maximum power and precise lighting to areas that are difficult to reach with traditional light fixture.
Advantages
Upgraded Epistar chips,High Lumen,High penetration.
Zener Diode protection Each LED,one LED Out,other LEDs still work.
High quality material,Listed Certification Wires,Heatproof Tube,Zero-Risk to catch fire.
Efficient Full spectrum Special rations of Blue,Red and White for both blooming &fruiting stages.
Adopting isolated power supply,safe&easy to maintain&long life time.
Aluminum heat-conducting plate+high quality brand fans,efficient heat dissipation.
IR LED involved,it is not as bright as other leds,But promote the yield.
Plug with listed certificate safe to use.
Appliation:Greenhouse, Hydroponics,Aeroponics,Home Garden,Farm,Vegetable Shed,Botanic Garden,Flower Exhibitions,Horticulture,Hydroponics, Hemp Cultivations,Medical Plants Cultivations,etc.

Warnings:
1.lndoor use only.
2.To avoid being damaged,do not use water or drip irrigation while using.
3.Sunshine lighting time should be 12-18 hours.
4.While irradiating the plants,the height of led grow lamp is not less than 10 inches,low height will cause the destruction of plants.
5.Highly hang the lamp will weaken the energy and affect the growth cycle of the plants, so the lamp should not be hung too high.
6.While taking care of the plants, please spray the leaves and branches 2-3 times everyday,to ensure the the plants do not wrinkle a wither, and have no phenomenon of few fruit, and hard pericarp.
Our Advantages
Professional: we are professional LED Grow Lights and LED Aquarium Light manufactuer here in China, you will get Professional and High quality LED Grow Lights and LED aquarium lighting from us and get good guarantee.
Cost-effective Price: we don`t have the lowest price, but the grow lights and Aquarium Light you get from us really cost-effective, good quality & decent price.
Win-win situation: Long term business is our mission, we think you will agree with us if you are running a business, so we will provide good led aquarium grow lights and warming service to build a long-term business relationship with you
24/7 unlimted customer service: we are always here for you for your question, any question just email us or call us, we will do our best to help you all the way.
Long term warranty: Don`t worry about the quality and we guarantee you 3years warranty for all the LED Plant Grow Light and coral reef led aquarium light..
Best buying experience: you will get the tiptop serive you have ever had,just have a try and you`ll see.
Philion is a company that makes it possible to produce fresh vegetables:
Where it is too hot or too cold,
Where there is too much or too little sunlight,
We create in a complete closed indoor environment the optimal conditions to grow.
Tell you the truth at the end
Truth 1
Some famous Led sellers announced that they are USA OEM, which is clearly a lie. 90% of led grow lights are made in China, even though you don't want to believe, but it is true. They stock larger amount of led lights from Chinese factory, then sell them online by sticking with their own logo. So don't be fooled by the so-called US OEM.
Truth 2
Some famous led sellers exaggerated the function of Led grow lights. We just want to inform you that if you did not change the traditional growing method, you would not get the high yield. Because the led grow light can not play the full role during the traditional growing method. So communicating with growers who have experienced this then you can try it yourself. Please remember that the growing method is the key point for the high yield.
Truth 3
Do not buy cheap led grow lights any more or some which looks like our lights. The lamp will be put on the market to be designed and tested, and this period is at least six-months or more, what are the details what you won't see. Furthermore, the materials we use are not cheap, such as "Cree" chip and Led Lens. Those two parts can be able to ensure the high output. So do not believe that such $xx.99 can buy led grow lights. It's unbelievable.
Led Grow Strip Light,Plant Grow Lights,Full Spectrum Led Strip,Plant Grow Lights Led Strip
Shenzhen Phlizon Technology Co.,Ltd. , https://www.szledaquariumlighting.com